







【環島科技]900M-T系列 內熱式電烙鐵頭 K型/刀口/馬蹄口 936無鉛烙鐵頭 烙鐵頭 高品質銅芯 台灣現貨 鍍鎳鉻
- Regular price
- NT$ 25.00
- Sale price
- NT$ 25.00
- Regular price
-
NT$ 0.00
Worldwide shipping
Secure payments
Authentic products
分享
900M-T系列 內熱式電烙鐵頭 K型/刀口/馬蹄口 936無鉛烙鐵頭 烙鐵頭 高品質 台灣現貨
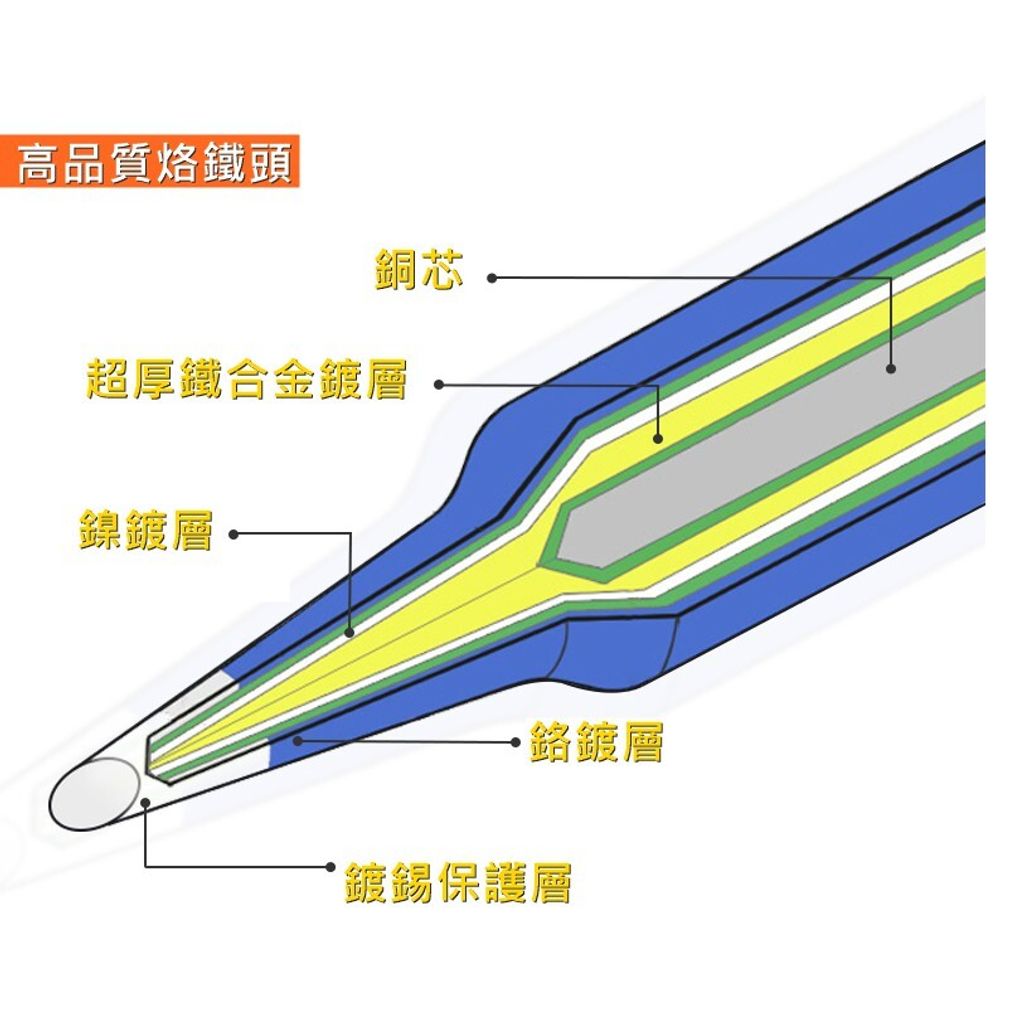
高檔焊台用烙鐵頭無鉛環保900M系列烙鐵頭
烙鐵頭銅芯為純銅材質,外層鍍鐵合金,最外層鍍錫
烙鐵頭氧化不上錫,是一個普遍存在的問題,即使是恆溫烙鐵在高溫下工作也難免氧化。其原因有使用方法問題,烙鐵頭工作溫度太高,且長時間加溫等問題。但其主要原因還是高溫長時間工作問題。解決的辦法:
(1)不讓烙鐵頭直接與腐蝕性物體接觸
(2)用完烙鐵要及時關斷電源,再用再插不要怕麻煩。
(3)每次用完烙鐵要及時上錫保養!
在完全沒有上錫的情況下,將焊台溫度提到很高,導致烙鐵頭乾燒氧化無法上錫的。
新頭建議在250-280度左右,上錫保護,然後提高到使用溫度,這樣頭不直接接觸空氣就難以氧化!250度如果細的焊錫不化,那麼請檢查校準您的焊台溫度或者更換更好的焊錫絲!如果頭子被氧化了,請用海綿結合焊錫膏或者松香以及細砂紙來處理掉氧化層,復活烙鐵頭!
900M系列無鉛烙鐵頭,採用進口無氧銅製造,耐腐蝕,熱傳導率高、傳熱快,特別適合無鉛焊接
型號:900M-T-
使用說明:任何時候使用全新的烙鐵頭時,請依下列步驟操作,將使烙鐵頭使用壽命大大地延長。
⑴ 將溫度設定控制調至低溫位置。打開電源“開關”。
⑵ 加溫到達200℃後,在烙鐵頭沾錫面加含助焊劑的錫絲。
⑶ 在200℃持續加溫五分鐘後,再將溫度設定控制鈕轉至適當的使用溫度位置。
⑷ 到達適當的溫度後,即可開始使用。
注意:當任何時候使用全新的烙鐵頭時,最好能將烙鐵頭取出並清理內部異物!
900M-T系列規格參考表:
如何選擇適合您的一款型號?
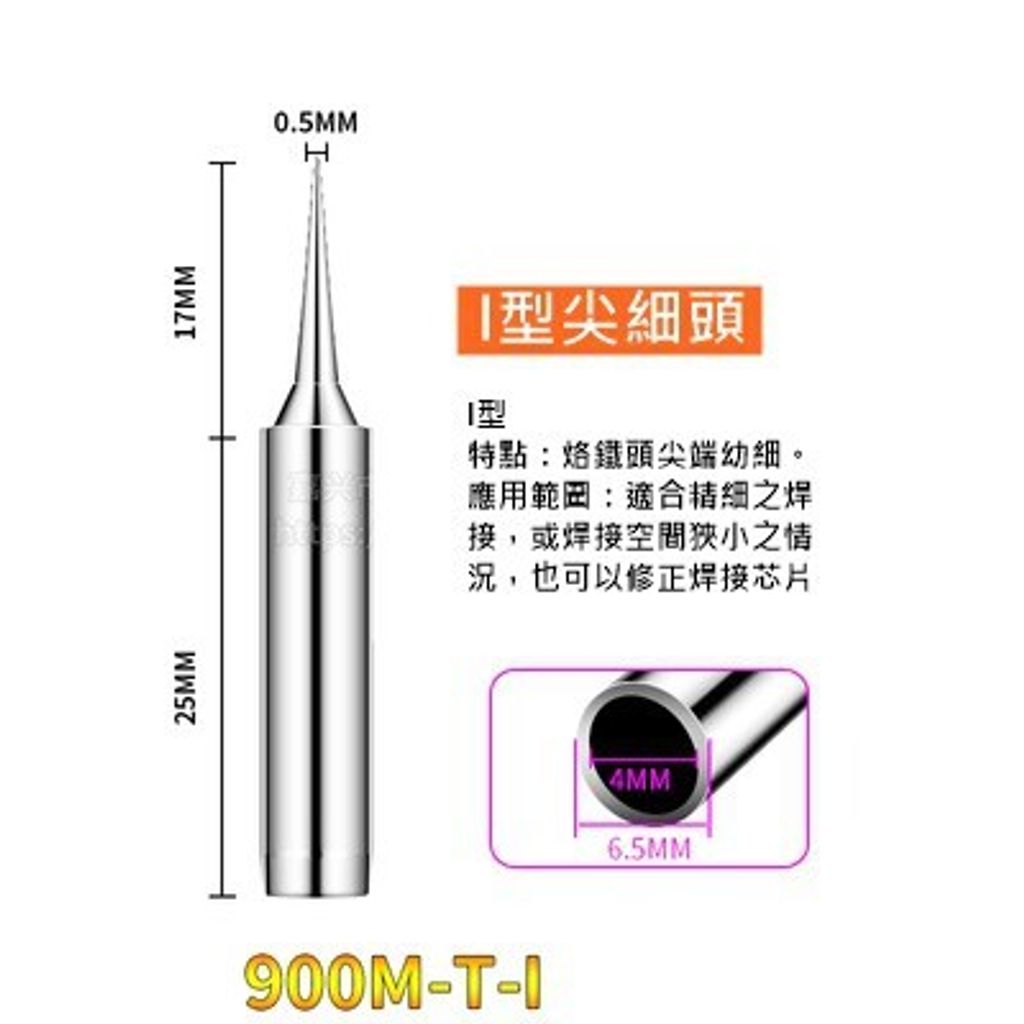
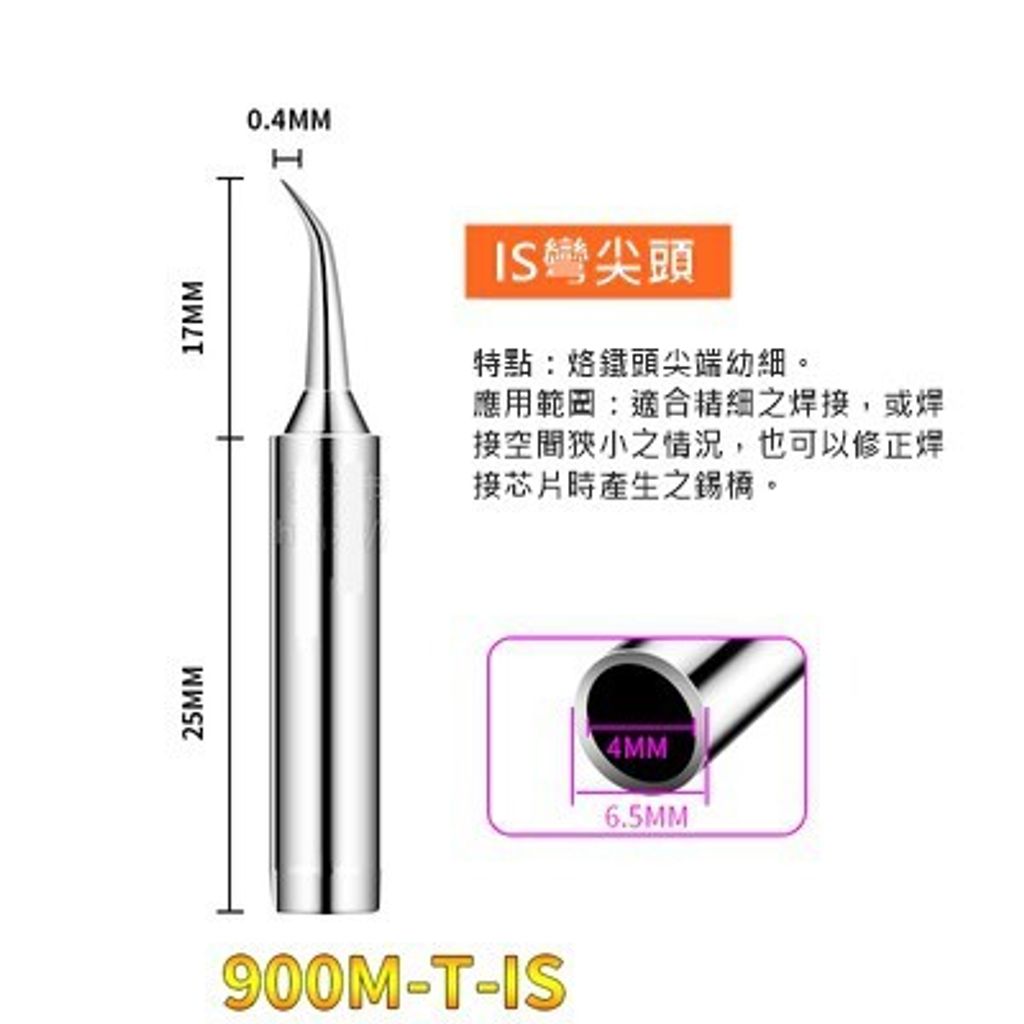
I型
特點:烙鐵頭尖端幼細。
應用範圍:適合精細之焊接,或焊接空間狹小之情況,也可以修正焊接芯片時產生之錫橋。
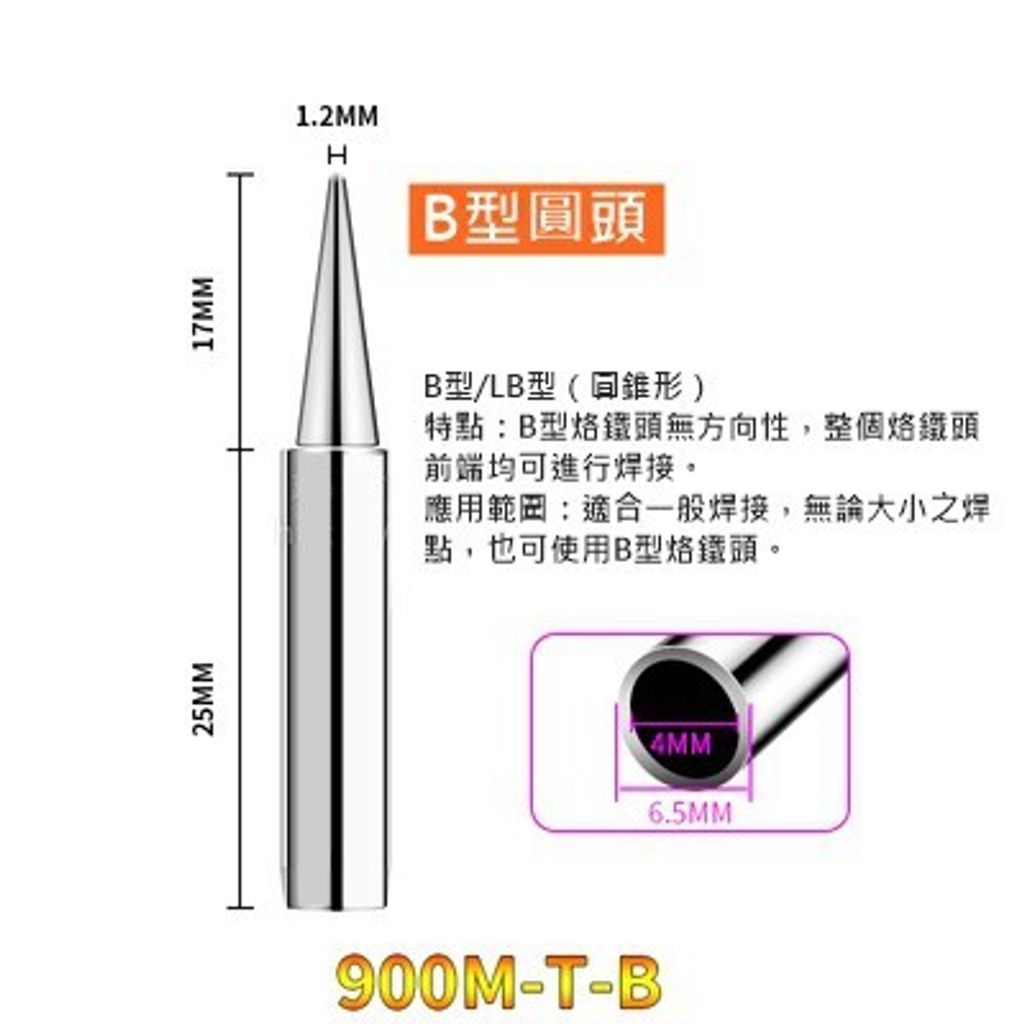
B型/LB型(圓錐形)
特點:
B型烙鐵頭無方向性,整個烙鐵頭前端均可進行焊接。
應用範圍:適合一般焊接,無論大小之焊點,也可使用B型烙鐵頭。
LB型是B型的一種,形狀修長。能在焊點周圍有較高身之元件或焊接空間狹窄的焊接環境中靈活操作。
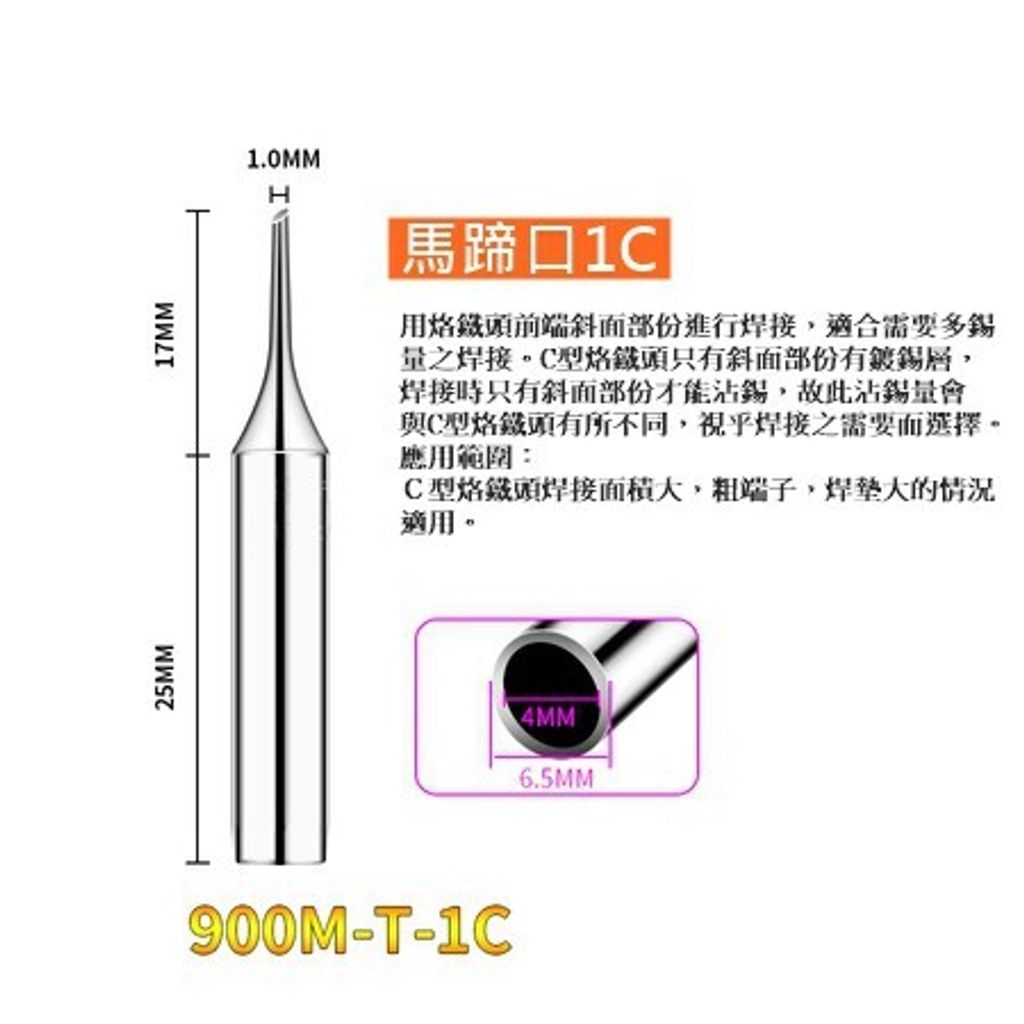
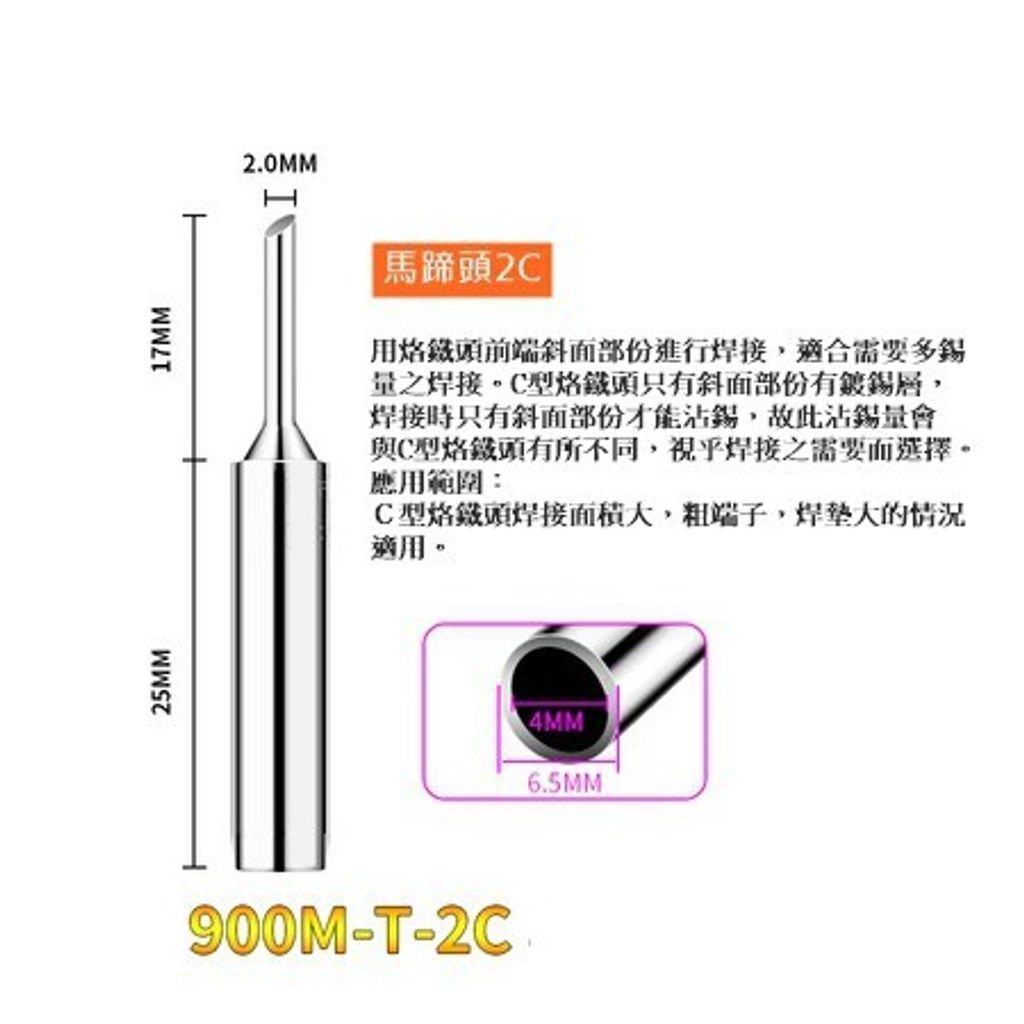
C型(斜切圓柱形)
特點:
用烙鐵頭前端斜面部份進行焊接,適合需要多錫量之焊接。CF型烙鐵頭只有斜面部份有鍍錫層,焊接時只有斜面部份才能沾錫,故此沾錫量會與C型烙鐵頭有所不同,視乎焊接之需要而選擇。
應用範圍:
C型烙鐵頭焊接面積大,粗端子,焊墊大的情況適用。
烙鐵頭非常精細,適用於焊接細小元件,或修正表面焊接時產生之錫橋,錫柱等。如果焊接只需少量焊錫的話,使用只在斜面有鍍錫的CF 型烙鐵頭比較適合。
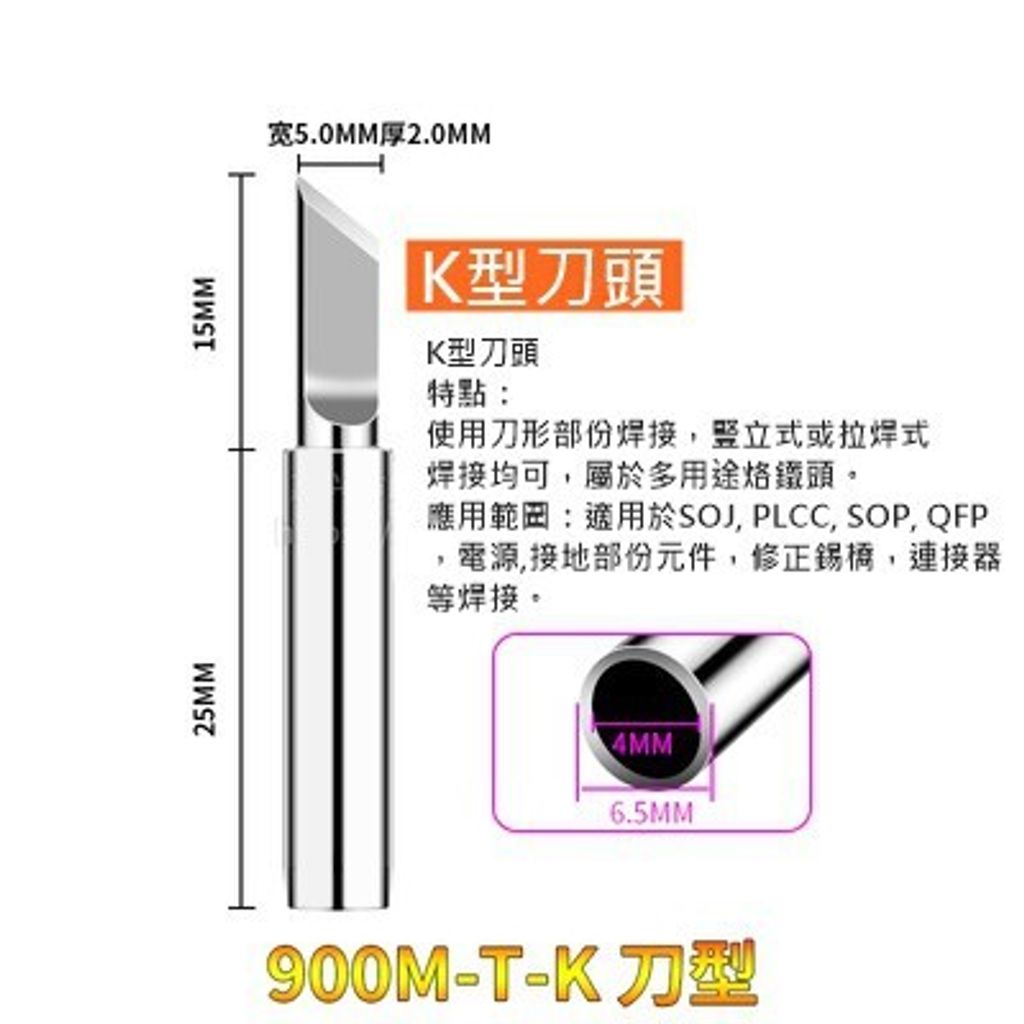
K型
特點:
使用刀形部份焊接,豎立式或拉焊式焊接均可,屬於多用途烙鐵頭。
應用範圍:適用於SOJ, PLCC, SOP, QFP,電源,接地部份元件,修正錫橋,連接器等焊接。
高檔焊台用烙鐵頭無鉛環保900M系列烙鐵頭
烙鐵頭銅芯為純銅材質,外層鍍鐵合金,最外層鍍錫
烙鐵頭氧化不上錫,是一個普遍存在的問題,即使是恆溫烙鐵在高溫下工作也難免氧化。其原因有使用方法問題,烙鐵頭工作溫度太高,且長時間加溫等問題。但其主要原因還是高溫長時間工作問題。解決的辦法:
(1)不讓烙鐵頭直接與腐蝕性物體接觸
(2)用完烙鐵要及時關斷電源,再用再插不要怕麻煩。
(3)每次用完烙鐵要及時上錫保養!
在完全沒有上錫的情況下,將焊台溫度提到很高,導致烙鐵頭乾燒氧化無法上錫的。
新頭建議在250-280度左右,上錫保護,然後提高到使用溫度,這樣頭不直接接觸空氣就難以氧化!250度如果細的焊錫不化,那麼請檢查校準您的焊台溫度或者更換更好的焊錫絲!如果頭子被氧化了,請用海綿結合焊錫膏或者松香以及細砂紙來處理掉氧化層,復活烙鐵頭!
900M系列無鉛烙鐵頭,採用進口無氧銅製造,耐腐蝕,熱傳導率高、傳熱快,特別適合無鉛焊接
型號:900M-T-
使用說明:任何時候使用全新的烙鐵頭時,請依下列步驟操作,將使烙鐵頭使用壽命大大地延長。
⑴ 將溫度設定控制調至低溫位置。打開電源“開關”。
⑵ 加溫到達200℃後,在烙鐵頭沾錫面加含助焊劑的錫絲。
⑶ 在200℃持續加溫五分鐘後,再將溫度設定控制鈕轉至適當的使用溫度位置。
⑷ 到達適當的溫度後,即可開始使用。
注意:當任何時候使用全新的烙鐵頭時,最好能將烙鐵頭取出並清理內部異物!
900M-T系列規格參考表:
如何選擇適合您的一款型號?
I型
特點:烙鐵頭尖端幼細。
應用範圍:適合精細之焊接,或焊接空間狹小之情況,也可以修正焊接芯片時產生之錫橋。
B型/LB型(圓錐形)
特點:
B型烙鐵頭無方向性,整個烙鐵頭前端均可進行焊接。
應用範圍:適合一般焊接,無論大小之焊點,也可使用B型烙鐵頭。
LB型是B型的一種,形狀修長。能在焊點周圍有較高身之元件或焊接空間狹窄的焊接環境中靈活操作。
C型(斜切圓柱形)
特點:
用烙鐵頭前端斜面部份進行焊接,適合需要多錫量之焊接。CF型烙鐵頭只有斜面部份有鍍錫層,焊接時只有斜面部份才能沾錫,故此沾錫量會與C型烙鐵頭有所不同,視乎焊接之需要而選擇。
應用範圍:
C型烙鐵頭焊接面積大,粗端子,焊墊大的情況適用。
烙鐵頭非常精細,適用於焊接細小元件,或修正表面焊接時產生之錫橋,錫柱等。如果焊接只需少量焊錫的話,使用只在斜面有鍍錫的CF 型烙鐵頭比較適合。
K型
特點:
使用刀形部份焊接,豎立式或拉焊式焊接均可,屬於多用途烙鐵頭。
應用範圍:適用於SOJ, PLCC, SOP, QFP,電源,接地部份元件,修正錫橋,連接器等焊接。
×